立式扣压机 油管压管机 智能扣管机厂家
扣压机
扣压机(现在市场又称锁管机、压管机、扣管机、扣合机、铆合机缩口机等)广东省粤语喜欢称作:啤喉机。英文名称通常翻译成:crimping machine 或者crimper及swager。
扣压机用途



适用于各类机械高低压油管、气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油管,以及建筑配件、日用热水气管的扣压,广泛用于车辆、工程机械、液压机械、焊割设备等行业。(用途)
扣压机简介
扣压机是一种用于扣压管件总成的液压设备,其将所配套的金属接头通过扣压机的模具施加收缩力,将金属接头牢固的扣压在所配套的工程机械用高压油管或汽车上的刹车管、机油管、空调管、动力管上。扣压机适用于各类机械高低压油管、气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油管,以及建筑配件、日用热水气管的扣压,广泛用于车辆、工程机械、液压机械、焊割设备等行业。
扣压机机器分类
如按使用功能可区分为液压高压管扣压机、刹车管扣压机、空调管扣压机、动力管扣压机等,如按机械结构可分为直筒式扣压机、双柱式扣压机、开口式扣压机、C型式扣压机,如按控制方式可分为机电式扣压机、PLC式扣压机、数控式扣压机。
扣压机操作规程
1、操作人员必须按工艺规程操作。
2、机器停止使用后,必须切断电源。
3、调换模具时,一定在停机后进行。
4、模具座与模具结合面应保持清洁,不得有金属屑等硬物。
5、开机前在模座斜面上注入润滑油。
6、在装模块前必须拧紧定位螺丝。
7、调压阀必须调整在规定压力下。
8、工作时严禁将手伸入内部。
9、检修电器部分时必须遵守电工安全规章。
扣压机注意事项
1、搬运时把定位器拔下来,避免不小心撞坏。
2、为了延长你的机器寿命,不出事故,一定要加原装液压油。
3、每次使用前,注意用小油刷把机头前端内锥面刷润滑油(机油或液压油) 。
4、不要扣压带锈的接头和管子,防止杂质掉入机头内。
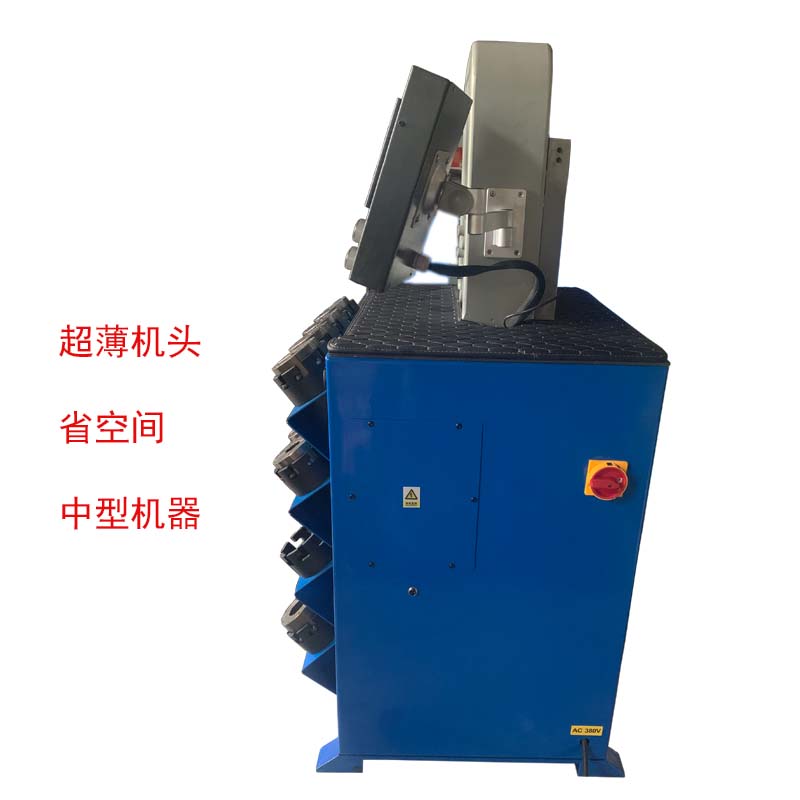
KTZ-51型胶管扣压机是我公司的主导产品之一,本机型是在KT-51D型基础上,液压与电器系统进行了重大技术改进,是集国内外同类产品之综合优点设计制造,具有体积小、重量轻、结构紧凑、操作简单、油路设计先进、采用燕尾模具更换快、效率高、性能可靠,具有手动扣压、半自动扣压及全自动扣压且扣压速度可调等优点。本产品特别适用于工程机械修理厂、胶管总成生产厂、液压胶管零售商店。
胶管扣压机主要技术参数
1、胶管扣压范围: φ6-φ51
2、模具尺寸: 105×65(燕尾型)
3、模具套数: 10套
4、驱动电机: 3KW
5、油泵排油量: 14.5L
6、最大扣压力: 440T
7、系统额定压力: 31.5Mpa
8. 机头材质 45号钢
温馨提示
胶管总成扣压设置
*应根据胶管及接头厂商的资料选择合适模具。
*调节器设定:扣压后钢套外径减去选用模具号码。
*钢套扣压之后会有回弹,回弹量会因钢套材质和尺寸不同而不等。应将回弹量计入调节器设定值的计算。具体信息请联系胶管及接头厂商(13623380518),或按以下方法修正调节器设定。抵消回弹量的简单方法:先以估计的调机器设定进行扣压,然后测量扣压后的钢套外径,其与预期扣压后钢套外径的差就是回弹量。终调节器设定值应为原设定减去回弹量。
*例:25mm(1英寸)内径4层缠绕胶管总成扣压,预期的扣压后钢套直径为43.5mm,应选用41号模具(扣压范围41.0mm至47.0mm)。调节器设定值为2.5mm(43.5mm-41.0mm=2.5mm).若次扣压完成后的总成钢套外径为43.8mm(即为0.3mm的回弹量),则终调节器应设定为2.2mm。钢套扣压至41.0mm+2.2mm=43.2mm,回弹量0.3mm后正好满足43.5mm的要求。
*警告:每个模具大使用范围为“标号”到“标号+6”(单位mm)
*严格禁止超范围使用模具。扣压前钢套外直径不能大于模具号10mm
1.查看作业场地周围,铲除全部阻碍作业和行走的杂物。地面上不得有油污以免滑倒。
2.作业前,将增大手柄放在作业方位上,发动电动机三分钟,空载往复运行二分钟,各模座均涂黄油。3.作业结束